我手上的最早有關印刷規範的ISO 文件是1996年的 ISO12647-2 draft。正式的12647-2文件要到2004年才正式發表。其實跟1996年的draft差異並不大。我也不曉得1996~2004年之間到底在喬什麼?但是我知道,國際組織的標準化雖然具備相當的科學本質,但喬的部分也不在少數;舉個例子,同樣基於ISO 12647-2 油墨的Fogra39 與 GRACoL2006,藍色(C+M)的L*a*b*分別是24,22,-46與24,17,與24,17,-46,色差達到5個色差(ΔEab);同樣的油墨基礎,兩個單位的認知為什麼會有這麼大的差異?不管怎樣,2004年的12647-2是ISO組織對平板印刷規範第1份明確的文件。很快的,2007年又做了部分修正。我帶的廠到目前都還是以2007年的規範為主,最主要的當然就是Fogra39。雖然現在已經是2019年了,雖然ISO12647-2在2013年也有新的版本,我還是在跑2007年的Fogra39;一方面Fogra39已經是一個完整的概念,從軟體環境的支援度到實際操作的指令都非常明確且完整;2013年的Fogra 51確實是更符合各項科學證據, 但目前我的主要儀器i1 在處理M1 資訊並不順暢;另一個理由是:現在能把Fogra39的概念實現出來,就已經可以解決很多問題了。
到目前為止,至少在我的工作場合,操作Fogra39已經是一種習慣,相對於之前無所依從的作業觀念,Fogra39的出現已經能帶來相當大的好處;從製稿到印前到印刷,各個部門都清楚知道各自需要完成哪些工作,整個生產程序得以更加流暢;當問題出現時,也可以迅速的找到問題所在。印刷標準化在我的工作場域裡,其優點是毋庸置疑的。
再回到所謂的印刷產業與標準化的距離。我在2008年底做了臺灣唯一一次的Fogra PSO認證,之後陸續在不同單位做過至少20次的G7資格書;在外面接觸的經驗,發現很多單位還是沒有標準化的觀念。我説的單位不只是僅指印刷廠,更往前的平面設計單位、製稿單位及印刷品採購者,也少有印刷標準化的觀念;所以Buyer不曉得可以用某種標準來要求印刷的生產品質,也不知道如何去檢驗印刷品是否達到某種規格;製稿單位也無意識要準備符合標準化的稿件。回到印刷廠,印機師傅在操作時都只是盡可能的跟樣,如果機器狀況在準範圍內還好,通常是機器脫離標準範圍時,師傅沒有檢討機器狀況,反而是要求印前部門修改影像來達到色彩效果;一來當機器脫離標準太多時是怎麼修都修不來的,二來這種毫無依據的做法只會造成大量時間與材料的浪費,也把稿件的色彩資訊流程全部打亂。所以印刷標準化是一種讓各階段色彩製程都有所依循的工作方法,是一個從採購到生產者都必須去實踐的觀念。
要做到整個產業的標準化,簡單來講,採購者要有觀念,觀念於印刷品可以要求哪些品質?也在於必須接受標準化規定的寬容範圍!而不是一味的要求自己心中設定的品質;生產者則要具備能力,有能力生產標準化規定的品質。如此,採購者有要求,生產者有能力。共同觀念的改變,才是將產業推向標準化的第一步。
再來,造成印刷業與標準化的障礙,來自技術上與軟硬體設備成本的門檻。不管是採購者要檢驗印刷品質是否達到標準,或是印刷廠要讓印刷機維持標準,都需具備一定的知識技術能力及相輔的軟硬體設備;如果技術門檻過高或是設備成本過高,這個距離當然也就拉大了;但說回來,新事物的學習本來就必須投入一定的精神與成本,業者當然會評估投入的精神與成本是否值得。作為一個標準化的推廣者,降低技術門檻與軟硬體設備的門檻會是一個重要的工作方向;於是有了我以下的工作方法,讓一部20年的印刷機,一個年輕師傅,一支還掛著GretagMacbeth 的i1,如何實現把印刷標準化當成我們的日常。
技術與設備門檻的降低會是前往標準化目標的第二步。
說到想法的變革與門檻的降低,Print by Number會是這整個事件的中心思想。我第一次聽到Print by Number 這幾個字是在2003年參與一次時代雜誌推廣軟打樣的seminar 遇到RIT的鍾宜寧老師,從他口中聽到的這幾個字,突然一道光閃過!我是待印刷廠的,但是從來沒想過印刷品質的依據是要印到某一個規定的數值;之前印刷品的驗收一直都是所謂兩肇同意的情況下達成,所以沒有具體的數字規則作為依據。2003年當時ISO 12647-2還沒正式發表,G7組織還沒成立,這三個字就是印刷產業脫離品質驗收泥淖的光;直到2004年 ISO 12647-2正式發表,這個光終於有了具體形態。我在2008年底我做了Fogra PSO 之後,確立標準化是一個確實可行的工作觀念與工作方法,是實際要對產業帶來好處的;不是一個遙遠進步的西方組織用來彰顯優勢的口號。
ISO12647-2的發表,標示出了印刷標準上兩個具體的要求:一個是cmyk主色的色彩值,第二是版調的落點;也就是這兩件事而已。所以要實現印刷品質標準化,簡單講,就是主色與版調;以Fogra39為例,青墨 滿版就必印出L*a*b* 55,-37,-50 這個色彩值;中間調50%的地方就必須印到64%這個版調;這兩件事情做到了,你就達標了,就是這麼簡單的概念。
概念上很簡單,我把知識上的門檻先放在這兩個簡單的概念:主色到位,版調到位。再來就是軟硬體設備的門檻,我不曉得各位在做標準化認證的時候花了多少成本在軟硬體設備的建構,在我的設定裡,只要任何能取得光譜資訊的設備就可以達成標準化的最基本硬體需求。市面上最便宜的能取得光譜資料的設備應該就是i1了;再來我結合了現有的量測軟體及程式能力,將i1獲取的數據很快的在滿版與版調這兩個項目顯示出具體的操作指令;這個指令很單純的,就是加減油墨而已!只要加減油墨就可以將印刷品質帶到標準的範圍。另外,所顯示的資訊除了加減油墨的指令外,也提出如果加減墨的指令無法將印品帶到標準時,可以從哪些方向來改變印刷系統,才能使整個系統能夠進入標準化的範圍;比如說是要更換油墨或者改變CTP曲線,讓系統進入滿版與版調的規定範圍。
整個工作邏輯實行下來,實在沒有理由不能將印刷系統帶入標準範圍以內。
只要i1再加上軟體程序就可以達到標準化,所以軟硬體設備的成本門檻只要一支基礎光譜儀再加上一些軟體程序。目前程序是開放使用的,整體下來我在把標準化的軟硬體設備成本降到只要一顆基礎光譜儀的成本。
再來談我的工具。一樣圍繞在這兩個重點,滿版與版調。版調說來單純些,只要取得紙張、滿版與平網的光譜值,就可以依光譜值計算出紙張、滿版與平網的濃度,版調值再依公式取得即可。滿版值決定要麻煩一些;傳統上印刷廠都會有標準濃度的設定,殊不知濃度並不等於色彩,ISO的規範裡只有標準色彩值,並沒有濃度這回事;所以當印刷廠說他們有標準濃度是表示想法還沒轉過來。ISO是規定標準色彩值,我們要的是色彩,濃度是實現不同色彩的手段;色彩是目的,濃度是方法;所以很多的情況是,在不同的紙張表面特質必須用不同的濃度去實現相同的標準色彩;是以濃度的操作是動態的,會隨著紙張特質不同而操作出不同的濃度。既然濃度需以動態的方式去操作,這對操作者直接帶來困擾。
即然滿版色彩值的操作是個困擾,那我們執行的方法是什麼? 都已經說是動態的了,那要依循什麼?我們有量測設備可以測色彩值,但,取得的色彩值有沒有落在標準範圍內?到底是要加墨還是減墨才能將色彩帶進標準範圍?這兩個問題對印刷師傅了來講馬上就卡住。
要如何幫師傅解決這兩個問題?再回到我的工具設計邏輯,師傅手上的動作就是加減墨而已。所以工作邏輯的設計就是在師傅測得資料後,明確的給出加墨減墨的指令,經由加墨減墨,印刷品質得以進到標準的範圍內。
現今市面上已經有量測設備如 eXact 可以做到這件事;也就是儀器讀取色塊資料後,比對設定的標準值,儀器會顯示色差及加減墨的指示。但當我把設備門檻拉低到i1時,i1本身只是一個讀取色彩光譜值的設備,後續衍生的各種功能,必須依賴軟體來處理。要將i1的光譜資訊處理到色差不是太大問題,但知道色差之後,到底要加墨還是減墨?要加多少減多少?一直找不到好的方法;早在2008年底做Fogra PSO時,德國稽核員有提到經由取樣不同濃度值而到到不同色彩值的方式來決定如何下墨;但實際操作起來還是太花時間,而且很難交給印刷師傅操作;這個問題一直是個困擾。
Fig.-1 比對濃度值與色差值以取得最佳下墨濃度
這個問題的解決又落到鐘老師的身上;有幸得到老師一個Excel工作表,裡面有一個Beer's Law 的方法,可以衹只要取得一個色彩樣本,就可以用Beer's Law 的方式預測要如何下墨才能到達設定的色彩值。這是一個RIT研究生在Excel裡貼來貼去的工具,我成功的把它進化到印刷師傅一個i1 click 動作就可以取得研究生貼了半天的Excel才能得到的結果;這是一個信仰科學邏輯,經由邏輯堆疊出來的成果。
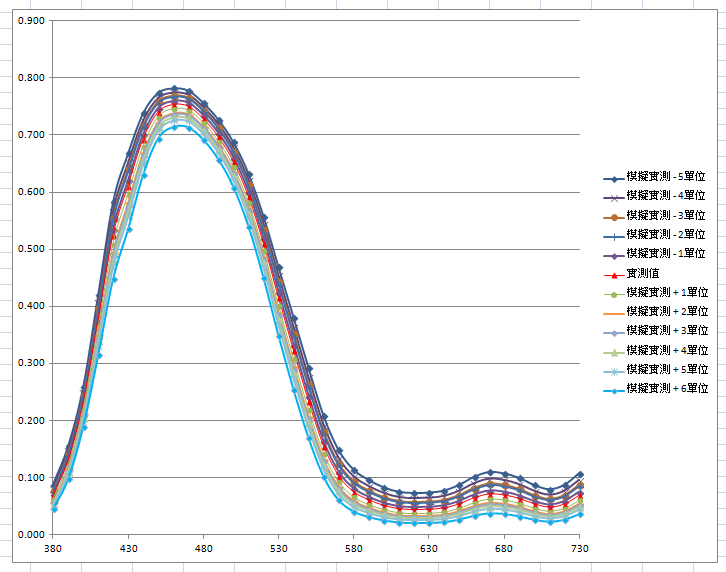
這裡再簡單介紹一下Beer's law在油墨預測的原理。假設我們取得一個青墨滿版的色彩光譜值,這個光譜值可以計算出濃度值及其 L*a*b*值,有了L*a*b*可以算出與目標的色差值 ;在Beer's Law的運算裡,我們將是光譜380nm到730nm的反應值各加一個單位,可以得到第2條光譜分佈值,這條光譜分佈可以進而算出其色彩值與濃度值,如此,我們依序加減幾個單位的光譜分佈值,就可以得到若干條光譜分佈曲線,進而得到若干組L*a*b* 值及其濃度值,其中會有一組L*a*b*值會最接近我們的標準值,該組色彩值對應的濃度值,就是我們這個材料上最佳的放墨濃度;於此,印刷師傅的放墨指令有了依據,不再是憑感覺再操作加減墨而已,而是依據數據做出明確的動作。
Fig.-2 從實測光譜分布推演出虛擬光譜分布以比對出最佳色差
Beer's Law 工具成功的解決了印刷師傅在色彩濃度操作時的困擾。印刷標準化的第一個要求:滿版色彩值落點]於此得到充分的解決。
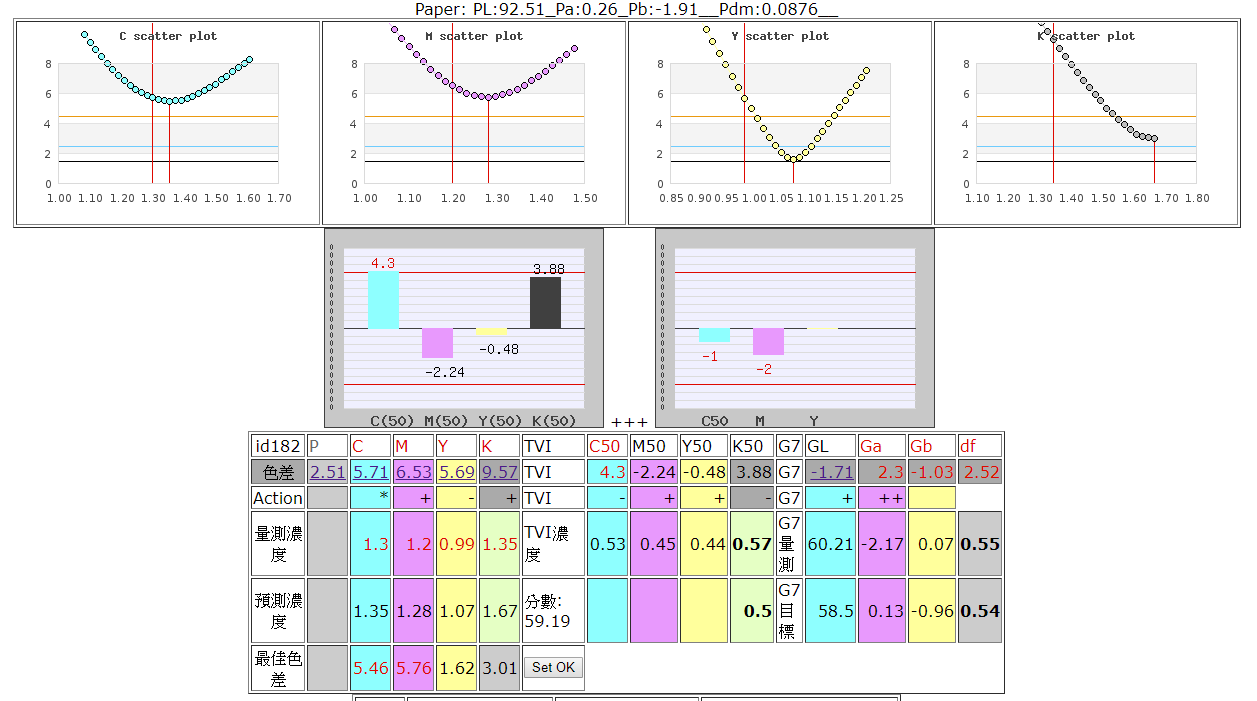
我們繼續組合工具能力。一個印刷品是由cmyk4個墨座共同形成,也就是我們必須取得青100,洋紅100,黃色100,黑色100,青50洋紅50黃50黑50總共8個樣本值才能評估這個印刷品;再加上如果要走G7的規格的話,還要加一個青50洋紅40黃40的灰色平衡色塊;再加上紙張本身的光譜值,總共10個色塊。將這10個色塊一起評估就能馬上知道整個印刷系統的狀態;依其數值指令,印刷機師傅可以馬上回應,將印刷品品質,帶入標準的範圍。
Fig.-3基礎組合導具
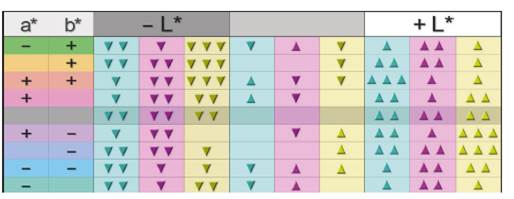
針對C50M40Y40 這個灰平衡色格,依照 G7 How to 手冊, 實際量測的L*a*b* 與目標L*a*b* 各自會有大於、等於、小於總共27種比對關係, 每一種比對的關係都有一個放墨的規則;只要遵守這些放墨規則, 調子與灰色平衡就會回到G7規定的位置,印刷品就不會問題;這是當初我在閱讀G7最吸引我的地方;但實際的生產過程中, 印刷師傅不可能有這麼快的反應, 所以這個概念幾年來我一直用不上來; 在這次工具的組合中, 我把這27種情況的反應交由程式來處理, 終於把這個G7 單點控制的能力組合在我的工具裡。這10格的組合工具, 同時提供滿版落點、Fogra39中間調及 G7的灰色平衡的工作指令。
Fig.-4實際量測的L*a*b* 與目標L*a*b* 的27種比對關係
Fig.-5 經由量測數據反應出加減墨指令
這10格的工具已經成為我們印機師傅的日常,這張相片是我們印機師傅控墨台的一個角落,一支還掛著GretagMacbeth的i1,一支10格長度的導尺;技術門檻就是一個strip reading的動作;設備成本的門檻就是一支 i1。
我們印刷產業跟標準化的距離到底有多遠?就是一顆心的距離吧!衹要有心,一支最基礎的光譜儀,再加上觀念上的轉換,就可以實現印刷標準化。對印刷廠是這樣,對採購者也是這樣;觀念上的轉換,再加上一支光譜儀 ,就可以去要求、去檢測你採購的印刷品是不是符合標準。
市面上當然有各種課程及軟硬體設備,甚或是自動化設備來幫助你達成標準化;有思想準備的,持續性的去運用他,應該都能發揮其應有的效益,但確實是有一定的學習與成本上的門檻;這裏演示的是另一種機會,有別於市場上的商業包裝,從一顆基礎的光譜儀開始,加上色彩學及程式能力,組合出最精減的動線與訊息指令,在幾乎沒有軟硬體成本門檻的狀況下,去達成有實質意義的印刷品質標準化。
然後我預測一個未來的場景:印刷業務報價單的各種項目,如開數、數量、裝訂…,還有一個項目叫作印刷標準,可能是Fogra39、Fogra51、GRACoL2006 ,或者CRPC6…. 。
當把標準化作為印品採購的一個規格項目,印刷標準化才會是一個日常的,理所當然的行為,不再是一個很遙遠的標籤。
更多資訊,請參考:http://www.fredkuo.idv.tw/
| 










 網站流量:521676
網站流量:521676